
Una impresora bien calibrada, un laminado correcto y un impresor con experiencia son claves para evitar estos problemas. Teniendo eso podrás solucionar cualquier problema de impresión.
Warping, se despega la primera capa y se doblan las piezas

El warping es un problema cada vez menos común, ya que la inmensa mayoría de impresoras modernas cuentan con cama caliente. En cualquier caso, el warping se puede producir por los siguientes factores:
Falta de adherencia a la cama: esto puede ocurrir por una altura incorrecta de la boquilla con respecto a la base o un mal nivelado, pero también falta de adherencia con la superficie de impresión. Contracción térmica de las capas superiores, que al «encoger» tiran de las capas inferiores. Si esto ocurre, puede hasta romperse la superficie de impresión si es de tipo BuildTak, ya que se arrancará la pegatina de la cama. Con el cristal también puede pasar. Esto ocurre en mayor medida con materiales como el ABS o el Nylon, y es muy difícil que pase imprimiendo PLA. Dependiendo de nuestro problema podremos buscas una solución acorde:
Para la falta de adherencia hay varias soluciones. Si estamos usando una base de cristal, es muy recomendable utilizar algún adhesivo para aumentar la fijación de la pieza. Algunos adhesivos conocidos son la famosa Laca Nelly, o su versión más profesional 3Dlac. Si estamos usando ABS podemos aplicar una capa de la mezcla conocida como ABS slurry que podemos fabricar nosotros mismos disolviendo ABS en un recipiente con acetona.
Si tu problema está relacionado con la contracción térmica, aumentar la adherencia no te ayudará en exceso ya que, como hemos dicho, el ABS al deformarse puede hasta romper nuestra base de impresión. Para solucionar este problema podemos simplemente tapar la impresora con lo que tengamos por casa. Una caja grande puede funcionar, así como un cerramiento más profesional hecho en un armario.
La idea en este caso es encerrar el calor que genera la cama, para que no haya mucha diferencia entre la temperatura a la que están las primeras capas y la temperatura de las capas superiores, más alejadas del calor de la cama.
Desde ya mismo nos disculpamos porque haya tantos nombres en inglés, pero gran parte de la documentación y del mundo profesional y aficionado de la impresión 3D habla en estos términos, por eso hemos puesto la denominación en inglés y la descripción de los problemas.
Cracking o delaminación
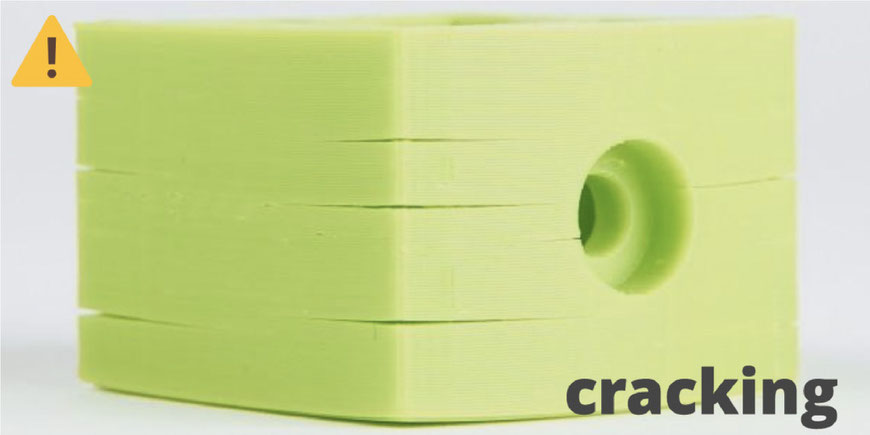
En la línea con el problema anterior está el cracking o delaminación. Hablamos de cracking cuando las capas de una pieza no están bien unidas, quedando estas separadas (de ahí el nombre delaminación). Este problema puede estar causado a su vez por dos causas diferentes:
Mala adherencia entre las capas: las capas no se pegan bien entre sí.
Contracción térmica: las capas se pegan bien entre sí, pero una diferencia de temperatura entre diferentes partes de la pieza hace que se deforme, pudiendo hacer que algunas capas se separen. Si nuestro problema es la falta de adherencia, habitualmente se debe a una falta de temperatura. La mayoría de filamentos tienen un rango de temperatura en el cual pueden imprimirse.
Dentro de este rango, los valores más bajos nos darán una mejor apariencia estética, ya que la deposición será más «limpia». Por el contrario los valores más altos nos darán una mejor adhesión de capas. Imprimir materiales como el ABS a menos temperatura de la apropiada, suele derivar en cracking cuando se intenta pegar dos capas sin aplicar el suficiente calor.
Para comprobar si nuestra pieza sufre cracking por falta de adherencia entre las capas, podemos probar a subir la temperatura y/o reducir la velocidad del ventilador de capa, ya que un enfriamiento excesivo también puede afectar negativamente. Algunos materiales, como el ABS, serán siempre proclives a sufrir cracking y serán más difíciles de controlar, otros como el PLA son muy fáciles de imprimir sin cracking.
Por otro lado, si nuestro problema es la contracción térmica la solución es más complicada, ya que debemos conseguir crear un entorno más cálido en nuestro área de impresión. La solución óptima sería tapar nuestra impresora, como indicamos en el punto anterior. Esto puede resultar en algunos problemas, ya que una temperatura excesiva puede llevar a fallos en la electrónica: pérdida de pasos, artefactos en la impresión… también puede causar atascos, al no haber suficiente diferencia de temperatura entre la zona fría y la zona caliente del hotend.
En general, evitar corrientes de aire (y las consecuentes variaciones de temperatura) y tapar nuestra impresora ayudará, pero debemos tener precaución para evitar los problemas mencionados.
Capas desplazadas o layer shift

El corrimiento de capas, o layer shifting es un problema que se manifiesta en forma de un desplazamiento en algún eje a determinada altura. Puede ocurrir en el eje X, el Y o incluso en ambas de manera simultánea. Las causas más comunes del layer shifting son:
Exceso de temperatura en los motores, o los drivers: la electrónica en general no está pensada para operar de manera continuada a una temperatura muy alta.
Falta de potencia en los motores, ocasionada habitualmente por un valor de voltaje muy bajo en los drivers.
Fallo mecánico: puede ocurrir que tengamos algún diente de nuestra correa roto, o haya algún deshecho en los ejes que pueda causar un atasco en el movimiento de nuestra impresora. A veces un componente mal apretado también puede ocasionar defectos de desplazamiento de capas al moverse el eje al completo libremente.
Un consejo general sería el de poner disipadores, y a poder ser ventilación a los drivers de nuestra placa. Estos componentes básicamente se encargan de enviar toda la corriente necesaria a los motores, por lo que tienden a calentarse. De igual manera, si nuestra impresora opera en entornos muy cálidos sería adecuado añadir también algún disipador a los motores de los ejes X e Y. Si los drivers están muy calientes se suele oír un toc, toc, toc en los motores cuando los drivers se desconectan brevemente para que les de tiempo a enfriarse.
Adicionalmente, puedes comprobar si tu impresora tiene drivers con voltaje ajustable, y en caso afirmativo, puedes incrementar este voltaje ligeramente girando con cuidado el potenciómetro en cada driver. Ten cuidado al hacer esto, y hazlo siempre con la impresora apagada o usando un destornillador cerámico para evitar hacer algún cortocircuito con un destornillador metálico. Si subes demasiado la potencia de los motores corres el riesgo de caer en el problema del sobrecalentamiento de nuevo.
Finalmente, comprueba que los ejes de tu impresora están libres de suciedad y obstrucciones. Comprueba también que las correas no estén demasiado tensas ni los rodamientos demasiado apretados (en caso de que los rodamientos se aprieten con bridas o tornillos). Unos ejes que no se mueven bien, correas sobreapretadas… ocasionan que los motores tengan que trabajar más y puedan perder pasos.
Bamboleo en el eje Z o z-wobble
Este problema puede ser difícil de identificar, ya que a menudo no es fácil distinguirlo de una simple inconsciencia en la extrusión. Para identificarlo debemos mirar si esta inconsistencia se repite de manera periódica. Si la inconsistencia parece aleatoria, o ruido en general, probablemente tu problema no sea z-wobble sino un problema de extrusión. Por el contrario, si parece haber un patrón que se repite de manera periódica, como olas en la superficie, es muy posible que tengas un problema con tu eje Z.
Este problema se debe en la mayoría de casos a fallos estructurales en la construcción de la máquina, y es complicado de solucionar sin hacer modificaciones importantes en el chasis de nuestra máquina. Antes que nada comprueba que todas las piezas estén bien montadas, manteniendo la perpendicularidad y asegurándonos de que no hay tornillos flojos.
Prueba a ajustar bien todos los tornillos de los acopladores que unen los motores del eje z a los husillos. También comprueba que no exista «juego» entre el husillo y la tuerca trapezoidal. Es complicado dar una solución correcta, ya que el eje necesita cierta libertad para moverse para compensar pequeños errores en el chasis, como esquinas que no son perfectamente perpendiculares.
Una buena solución que no es demasiado costosa es sustituir el conjunto motor-acoplador-husillo por un motor con husillo incorporado. También podemos añadir refuerzos a nuestra impresora para que el marco de esta no tenga juego en su parte más alta.
Hilillos o stringing

El stringing es uno de los problemas más comunes en las piezas de los novatos en el mundo de la impresión 3D, así que si tus piezas tienen muchos hilillos no te preocupes, es totalmente normal y bastante fácil de solucionar.
Los hilillos aparecen cuando, al moverse el hotend entre dos piezas de nuestra impresión, gotea una pequeña cantidad de plástico, que se adhiere a ambas partes dejando un pequeño hilo entre medias.
Este problema puede estar causado por el uso de un fusor de mala calidad, pero habitualmente las máquinas suelen tener un fusor de calidad suficiente, por lo que el problema casi siempre proviene de un mal laminado en el slicer.
Los parámetros más importantes que debes revisar en tu slicer para minimizar el stringing son los siguientes:
Temperatura
Distancia de retracción
Velocidad de retracción
La temperatura es un factor vital y probablemente uno de los 5 ajustes más importantes en tu perfil. Si tienes mucho stringing casi seguro que estás fundiendo a una temperatura demasiado alta. Recuerda que todos los materiales tienen un rango de temperaturas en los que pueden imprimirse, así que prueba a bajar la temperatura y a acercarla el límite inferior recomendado por el fabricante. Si ya estás usando una temperatura muy baja y sigues teniendo stringing, verifica los siguientes puntos.
Si bien no es posible «succionar» plástico de la boquilla, ya que no se puede crear presión negativa, sí que es posible minimizar la presión en la boquilla al sacar el filamento de la zona caliente de nuestro fusor. La distancia de retracción depende mucho de nuestra impresora, ya que hay que tener en cuenta tanto el fusor como el extrusor y el tipo de extrusión (directa o bowden). La mayoría de impresoras bowden se comportan bien con un valor de retracciones de entre 3 mm y 6mm, y las de extrusión directa entre 0,5 mm y 2mm.
La velocidad de retracción es otro factor importante, ya que a mayor velocidad menor stringing. Esta velocidad dependerá del motor de nuestro extrusor y también del tipo de extrusión (1:1 vs 3:1 como el extrusor Titan). Generalmente valores de entre 40 mm/s y 60 mm/s suelen funcionar, pero ante la duda consulta en algún foro o grupo dedicado a tu impresora concreta.
Adicionalmente, casi todos los slicers o laminadores disponen de diferentes ajustes más avanzados que pueden ayudar a reducir el stringing, pero estos sólo serán de importancia si los tres anteriores están bien ajustados.
Sobrecalentamiento - Overheating
Uno de los problemas más fáciles de diagnosticar, es el exceso de temperatura.
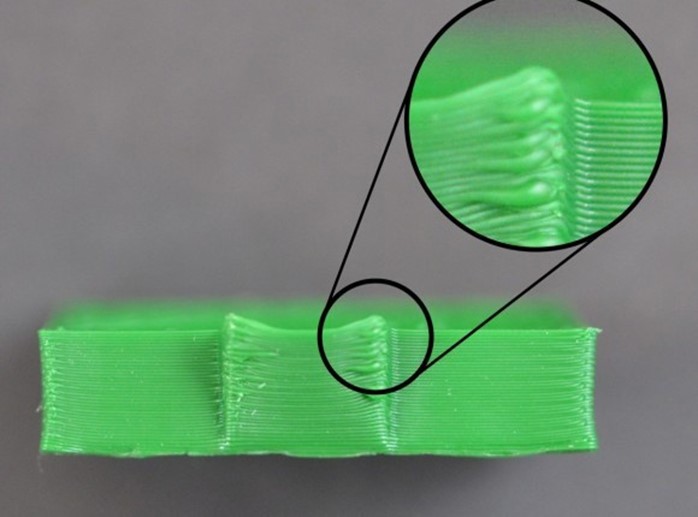
Como podemos ver en la imagen, fundir nuestro plástico a una temperatura excesiva provocará que las piezas se vean deformadas, con el centro de la capa hundida. Esto se debe a que al fundirse a una temperatura demasiado alta, el material no tiene tiempo de enfriarse, y es por esto que las capas pueden quedar caídas o hundidas.
Estas deformaciones serán mucho más acusadas en áreas pequeñas, como pequeños picos de nuestra pieza, donde en vez de quedar una figura limpia, quedará un churro deformado.
La solución a este problema es simple, bajar la temperatura. También debemos jugar con los valores del ventilador de capa, ya que una temperatura alta puede favorecer una extrusión más fluida y podemos compensar esta temperatura con una buena refrigeración. De esta manera se enfriará rápidamente el material y podremos obtener resultados óptimos.
Pie de elefante

El pie de elefante es un defecto consistente en la expansión en el plano horizontal de las primeras capas de nuestra pieza. Puede ocurrir por dos cosas o, normalmente, una combinación de ambas: el nozzle está demasiado cerca de la cama o la temperatura de la cama es demasiado elevada.
Si el nozzle está demasiado pegado a la cama es obvio que las primeras capas van a quedar más aplastadas y, por lo tanto, se van a expandir en el plano XY. Para solventar este problema deberemos nivelar correctamente nuestra primera capa, tal y como se indica en un apartado anterior de este artículo.
Una temperatura excesiva de la cama (digamos, por ejemplo 90 o 100 grados para PLA) puede hacer que el plástico recién depositado se expanda y deforme, causando este efecto tan característico.
Artículo publicado originalmente en: Bitfab